

Novinky z oboru


Novinky z oboru
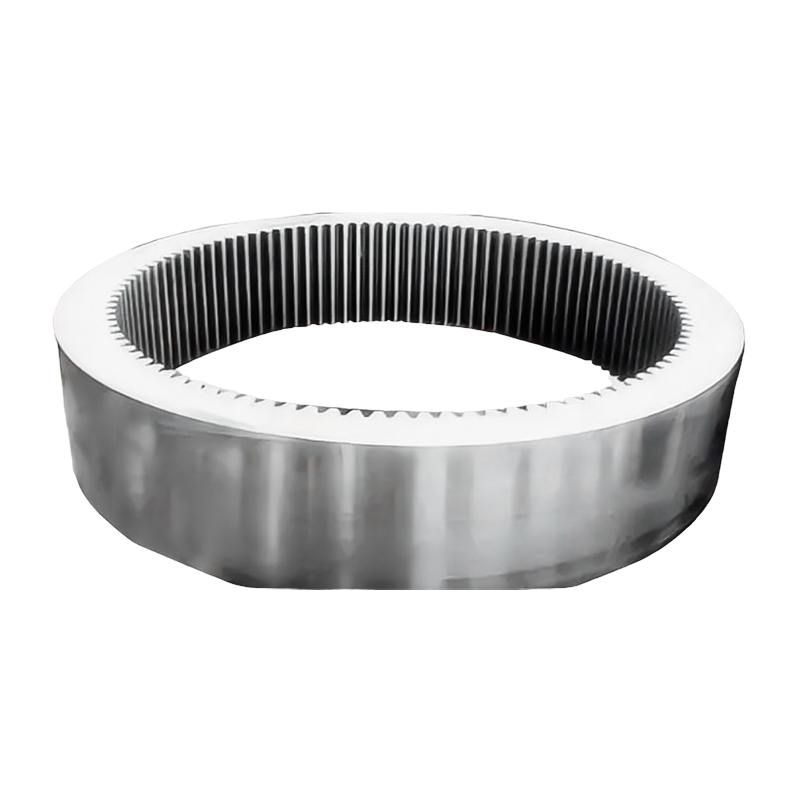
Jaká je životnost výkovků převodovky větrné turbíny?
2026-05-08
Navrhovaná životnost výkovky převodovky větrných turbín je obvykle 20 let , která je v souladu se standardní provozní životností moderní větrné turbíny. Při optimálním výběru materiálu, kvalitě výroby, řízení mazání a údržbě mohou vysoce výkonné kované součásti – včetně ozubených věncových kol, planetových unašečů, hřídelí a přírub – splnit nebo překročit tento cíl. Skutečná životnost se však značně liší v závislosti na cyklech zatížení, podmínkách prostředí a disciplíně údržby a v některých instalacích bylo zdokumentováno, že výkovky přežívají 25 let a více bez výměny.
Proč je 20 let standardem průmyslového designu
20letá konstrukční životnost komponentů hnacího ústrojí větrných turbín není libovolná – je odvozena z finančního a strukturálního rámce projektů větrné energie. Většina dohod o financování větrných elektráren, smluv o nákupu energie a schválení povolení je strukturována na 20leté období projektu, takže konstruktéři turbín navrhují všechny hlavní konstrukční a mechanické součásti tak, aby během tohoto období zůstaly v bezpečných mezích únavy.
Speciálně pro výkovky převodovek norma IEC 61400-1 upravuje konstrukční zatížení větrných turbín, zatímco součásti převodů a ložisek jsou dimenzovány podle ISO 6336 (únava ozubených kol) a ISO 281 (životnost ložisek). Tyto normy definují spektra zatížení, bezpečnostní faktory a výpočty únavy, které se společně zaměřují na a minimální konstrukční životnost 20 let při úrovni spolehlivosti 97,5 % pro kritické výkovky hnacího ústrojí.
S rostoucím zájmem o projekty prodlužování životnosti – kde se provozovatelé snaží provozovat turbíny po jejich původní projektované životnosti, aby maximalizovali návratnost investic – je nyní mnoho kovaných součástí konstruováno tak, aby Životnost 25 nebo 30 let únavy v novějších konstrukcích turbín za předpokladu, že jsou přísně dodržovány protokoly údržby.
Klíčové faktory, které určují životnost výkovků převodovky
Životnost není pouze funkcí designu – je kumulativním výsledkem kvality materiálu, přesnosti výroby, provozního zatížení a kvality údržby. Největší měřitelný vliv mají následující faktory:
Kvalita materiálu a čistota
Výkovky převodovek větrných turbín se vyrábí nejčastěji z vysoce legovaných ocelí 18CrNiMo7-6, 20MnCr5 nebo 42CrMo4 , vybrané pro svou kombinaci houževnatosti jádra a prokalitelnosti povrchu. Čistota oceli – konkrétně obsah nekovových vměstků, jako jsou sulfidy a oxidy – je kritická: obsah vměstků nad přijatými prahovými hodnotami působí jako iniciační místa pro únavové trhliny. Vakuově odplyněné oceli rafinované pánví s obsahem kyslíku níže 15 ppm prokazují výrazně delší únavovou životnost při zkouškách ohybem při otáčení ve srovnání s konvenčně tavenými ocelmi.
Proces kování a struktura zrna
Proces kování zjemňuje strukturu zrna v odlitku ocelových ingotů do hustého, směrového toku zrna, který sleduje geometrii hotové součásti. Toto vyrovnání toku zrn zvyšuje odolnost proti šíření únavových trhlin 20–40 % ve srovnání s obráběnou tyčí stejné jakosti materiálu podle údajů srovnávacích zkoušek únavy. Kování v uzavřené zápustce s řízenými redukčními poměry zajišťuje konzistentní zjemnění zrna v celém průřezu, včetně silnostěnných částí, jako jsou stojiny planetových nosičů.
Kvalita tepelného zpracování
Procesy cementování – typicky nauhličování následované kalením a temperováním — vytvořit tvrdou povrchovou vrstvu odolnou proti opotřebení (typicky efektivní hloubka pouzdra 0,8–2,0 mm) na tuhém jádru. Tlaková zbytková napětí zavedená na rozhraní pouzdra a jádra jsou primárním mechanismem, který zpomaluje iniciaci únavové trhliny v kontaktní zóně kořene zubu a boku. Odchylky v nauhličovací atmosféře, stejnoměrnosti teploty nebo rychlosti zhášení vedou k nestejnoměrné hloubce pouzdra nebo hladinám zadrženého austenitu nad 25 % , které oba měřitelně snižují únavovou životnost.
Skutečné vs. Návrhové spektrum zatížení
Výkovky převodovky jsou dimenzovány pro vypočtené spektrum zatížení na základě třídy větru na místě turbíny. Když je turbína instalována na místě s vyšší než projektovanou střední rychlostí větru nebo častějšími turbulentními poryvy, kumulativní únavové poškození se hromadí rychleji, než předpokládal návrhový model. Terénní studie ukázaly, že převodovky instalované v místech s vysokou turbulencí na pevnině mohou spotřebovat svou teoretickou únavovou životnost 12–15 let spíše než 20, i když samotné výkovky jsou bez výrobních vad.
Mazání a kontrola znečištění
Tloušťka mazacího filmu v kontaktní zóně zubu ozubeného kola je primárním faktorem zabraňujícím únavě povrchu (micropitting a macropitting). Když poměr lambda – poměr tloušťky olejového filmu k drsnosti kompozitního povrchu – klesne pod 1.0 dochází ke kontaktu kov na kov a dochází k rychlé únavě povrchu. Vnikání vody nahoře 0,1 % objemových v převodovém oleji dramaticky urychluje únavu ložisek a povrchu převodů tím, že podporuje vodíkové křehnutí a snižuje pevnost mazacího filmu. Počty kontaminujících částic nad třídou čistoty ISO 4406 16/14/11 přímo korelovaly se zkrácenou životností ložisek v programech monitorování větrných převodovek.
Porovnání životnosti podle typu součásti výkovku
| Kovaný komponent | Typická životnost designu | Běžný režim selhání | Život omezující faktor |
|---|---|---|---|
| Ozubený věnec (anulus) | 20–25 let | Únava z ohybu kořene zubu | Rovnoměrnost hloubky pouzdra, spektrum zatížení |
| Planetový nosič | 20 let | Strukturální únava na spojích | Koncentrace napětí, tok zrna kování |
| Nízkorychlostní hřídel (LSS) | 20–25 let | Torzní únava, tření v drážkách pro pero | Povrchová úprava, tolerance lícování |
| Vysokorychlostní hřídel (HSS) | 20 let | Povrchové důlky v sedlech ložisek | Kvalita mazání, seřízení |
| Ozubené příruby a spojky | 20–30 let | Únavové praskání v otvorech pro šrouby | Předpětí šroubu, ochrana proti korozi |
Jak je odolnost proti únavě zabudována do výkovků
Odolnost proti únavě – schopnost vydržet miliony opakovaných napěťových cyklů bez iniciace trhlin – je jedinou nejdůležitější vlastností výkovku převodovky. Několik výrobních kroků pracuje v kombinaci, aby se maximalizovalo:
- Brokování boků zubů a kořenů ozubených kol zavádí tlaková zbytková napětí až do 600–800 MPa na povrchu, přímo působí proti tahovým napětím generovaným při zatěžování zubů, které by jinak řídily šíření trhlin.
- Řízené redukční poměry kování minimálně 4:1 jsou specifikovány pro zajištění úplného rozpadu původní dendritické struktury ingotu a jednotné velikosti zrna v celém průřezu výkovku.
- Ultrazvukové testování (UT) a kontrola magnetických částic (MPI) se aplikují na 100 % výkovků převodovek určených pro aplikace v oblasti větrné energie, detekují vnitřní a povrchové nespojitosti, které nelze vizuálně identifikovat.
- Temperování po kalení snižuje křehkost způsobenou martenzitickou transformací při zachování výše uvedené tvrdosti 58–62 HRC u pouzdra pro součásti ozubení.
- Přísné rozměrové tolerance (stupeň přesnosti ozubení AGMA 11 nebo ekvivalent ISO 5) minimalizují zesílení dynamického zatížení způsobené roztečí zubů a chybami profilu, což přímo snižuje únavové zatížení vzhledem k jmenovitému přenášenému točivému momentu.
Postupy údržby, které prodlužují životnost kování
I ty nejkvalitnější výkovky při zanedbání údržby předčasně selžou. Následující postupy prokázaly pozitivní dopad na životnost kování převodovky:
Odběr vzorků a analýza oleje
Pravidelný odběr vzorků oleje – obvykle každý 3–6 měsíců — detekuje předčasné opotřebení z povrchu ozubených kol a ložisek dříve, než dojde k makroskopickému poškození. Ferografická analýza vzorků oleje dokáže identifikovat mikropitting zubů ozubených kol 6–12 měsíců než dojde k viditelnému odlupování, což umožňuje spíše plánovaný zásah údržby než nouzovou výměnu.
Monitorování vibrací
Nepřetržité monitorování vibrací pomocí akcelerometrů namontovaných na skříni převodovky zachycuje harmonické frekvence záběru ozubených kol a frekvence defektů ložisek, které jsou charakteristické pro specifické režimy poruch ve výkovcích. Systémy monitorování stavu s automatickými prahovými hodnotami alarmu umožňují operátorům detekovat abnormální vibrace týdny až měsíce před katastrofickým selháním , což snižuje neplánované prostoje a sekundární poškození sousedních součástí.
Kontrola seřízení a točivého ramene
Nesouosost mezi hřídelí rotoru a vstupem převodovky způsobuje nerovnoměrné rozložení zatížení na čela zubů ozubeného kola, což způsobuje, že jeden konec zubu nese neúměrně vysoké zatížení. Hodnoty součinitele rozložení zatížení boku výše K_H_beta = 1,3 (podle ISO 6336) jsou považovány za škodlivé pro dlouhodobou únavovou životnost. Každoroční kontrola a korekce seřízení hnacího ústrojí může měřitelně snížit míru akumulace únavového poškození ve výkovcích planetového unašeče a ozubeného věnce.
Ověření točivého momentu šroubu
Konstrukční kované příruby a sestavy nosiče spoléhají na správné předpětí šroubu, aby byla zachována integrita spoje. Uvolněné spojovací prvky umožňují mikropohyb na spojovacích plochách, což způsobuje opotřebení třením a únavové trhliny v otvorech pro šrouby. Ověření točivého momentu v každém hlavním servisním intervalu – obvykle ročně nebo později Ekvivalent 50 000 provozních hodin — zabraňuje postupnému uvolňování spojů, které je jinak neviditelné, dokud není zjištěno praskání příruby.
Prodloužení života na více než 20 let
Jak globální větrná flotila stárne, prodloužení životnosti stávajících turbín se stalo ekonomicky důležitou možností. Turbíny, jejichž věže a základy zůstávají konstrukčně zdravé, ale jejichž původní 20letá projektovaná životnost se blíží, lze posoudit pro další provoz, přičemž klíčovou položkou hodnocení jsou výkovky převodovek.
Posouzení prodloužení životnosti výkovků převodovky obvykle zahrnuje:
- Výpočet spotřeby únavy — porovnání skutečné historie zatížení (z dat SCADA) s původním návrhovým spektrem zatížení pro určení zbývající únavové životnosti pomocí Minerova pravidla
- Nedestruktivní vyšetření — boroskopická kontrola zubů ozubených kol, kontrola penetrantem barviva nebo magnetická kontrola přístupných povrchů výkovků a ultrazvukové měření tloušťky nosných pásů
- Přehled trendů analýzy oleje — vyhodnocení dlouhodobého trendu v koncentracích opotřebitelných kovů a počtu částic s cílem identifikovat součásti, které se blíží ke konci životnosti jejich povrchové únavy
- Výměna náhradních součástí — selektivní výměna vysoce opotřebitelných výkovků, jako je HSS a jeho ložisková sedla, při zachování konstrukčně zdravých hlavních výkovků, jako je věnec a planetový unašeč
Projekty, které se řídily protokoly strukturovaného prodloužení životnosti, úspěšně provozovaly turbínové převodovky s originálními výkovky pro 5–10 let po původní návrhové životnosti generující příjmy z infrastruktury, která by jinak byla vyřazena z provozu.
Známky toho, že výkovky převodovky se blíží ke konci životnosti
Rozpoznání signálů včasného varování umožňuje operátorům plánovat výměny proaktivně, spíše než reagovat na náhlé poruchy. Mezi klíčové ukazatele patří:
- Rostoucí koncentrace železa (Fe) a chrómu (Cr) ve vzorcích ropy — hodnoty zvyšující se o více než 5 ppm na vzorkovací interval naznačují zrychlující se opotřebení povrchu ozubeného kola nebo hřídele
- Postranní frekvenční pásma ozubeného kola ve spektrech vibrací — postranní pásma amplitudové modulace kolem harmonických záběrů ozubených kol indikují vznikající poškození profilu zubů na kovaných součástech ozubených kol
- Viditelná únava povrchu zubů při kontrole boroskopem — mikropitting pokrývající více než 10 % aktivní plochy boku zubu je kritériem pro plánovanou výměnu ve většině norem údržby převodovky
- Zvýšení provozní teploty převodovky — trvalý nárůst o více než 5 °C nad historickou základní linii při stejných okolních podmínkách naznačuje zhoršující se podmínky mazání nebo vnitřní tření opotřebovanými součástmi
- Abnormální hluk během provozu — hluk nárazového typu při frekvenci otáčení hřídele nebo frekvenci záběru ozubených kol ukazuje na vylamování nebo odlupování zubů na kovaných součástech ozubených kol







Novinky
Napište nám hned teď!
-
Mobilní terminál
-
Rychlé odkazy
Produkty O nás Vybavení a kapacita Kvalita Novinky Kontaktujte nás -
Kategorie produktu
Elektrická energie Energetické výkovky Výkovky pro lodní a přístavní stroje Těžební a hutnické výkovky Výkovky pro potravinářské a krmivářské stroje Petrochemický průmysl výkovky Svařovací výroba POVRCHOVÉ DÍLY NA MÍRU -
Kontaktujte nás
Mob.: +86-173 7218 0878 Tel.: +86-515-8389 0396 E-mail: ivy.zhai@aceprocess.cn Add.: č. 21 Jinfeng Road, ekonomický rozvojový park, Dafeng District, Yancheng City, Jiangsu, Čína
autorská práva © 2025 Yancheng ACE Machinery Co., Ltd. Všechna práva vyhrazena.
Čínský výrobce otevřených zápustkových výkovků
zakázkový dodavatel přesných výkovků
