


Větrná turbína 3MW-10MW Výkovky planetových nosičů





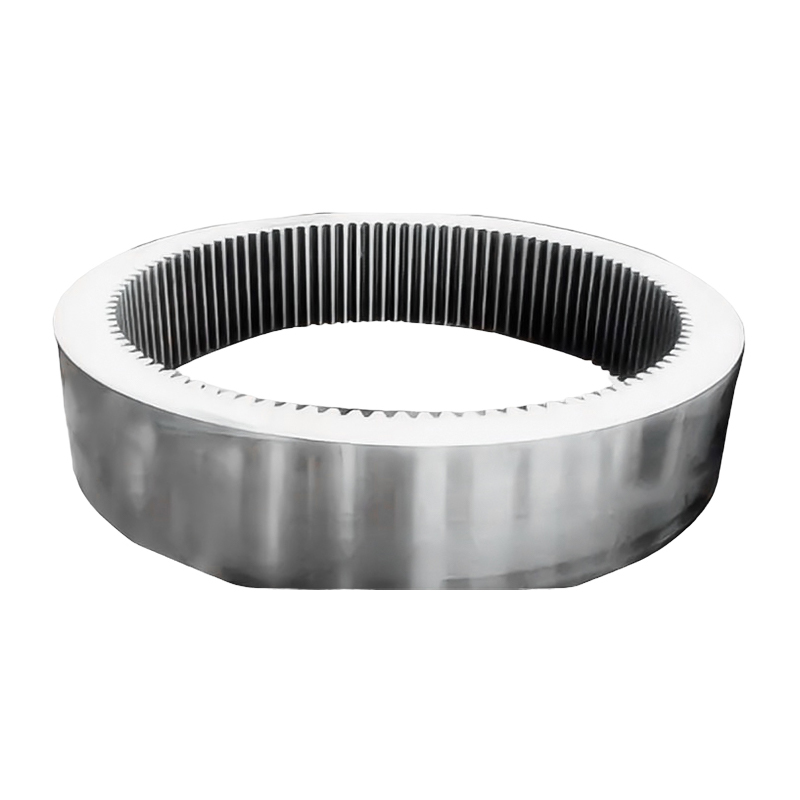
Používá se v převodovkách větrných turbín pro přenos výkonu. Pro výrobu je vybrána vysoce kvalitní legovaná ocel a výkon je vylepšen kováním a procesy tepelného zpracování. Poskytujeme poradenství při instalaci a diagnostiku poruch. Jejich výhody spočívají ve vysoké odolnosti proti únavě, která zajišťuje stabilní provoz převodovek a zlepšuje účinnost přeměny větrné energie.
ACE Group je komplexní korporátní skupina specializující se na těžký průmysl, působící jako Čína Výkovky pro převodovky větrných turbín Výrobci a Výkovky pro převodovky větrných turbín Závod. Její činnost zahrnuje kování, tepelné zpracování, přesné obrábění, svařované konstrukce a výrobu nátěrů těžkých řetězů s pohonem a volnoběhem. Tato integrovaná struktura pokrývá klíčové výrobní procesy strojírenského průmyslu, kombinuje technologickou sílu s rozsáhlými výrobními kapacitami.
Podrobnosti o klíčových dceřiných společnostech:
Jiangsu ACE Energy Technology Co., Ltd.: Hlavní výrobní základna skupiny, oficiálně zahájila provoz v listopadu 2025. Zabírá plochu 55 akrů s celkovou zastavěnou plochou přes 50 018 metrů čtverečních. Závod je vybaven elektrohydraulickými kladivy o hmotnosti 3, 5 a 15 tun; vertikálními válcovacími stolice na kroužky o průměru 1 a 1,5 metru; energeticky účinnými plynovými ohřívacími pecemi; odporovými pecemi pro tepelné zpracování; kalicími lázněmi; indukčními kalicími zařízeními; obráběcími centry a dalším výrobním zařízením.
Yancheng ACE Machinery Co., Ltd.: Založen v roce 2019, zabírá plochu 20 akrů s zastavěnou plochou 13 333 metrů čtverečních. Disponuje integrovanou linkou pro výrobu svařovaných a narovnaných ocelových konstrukcí a dílnou pro přesné obrábění.
Yancheng ACE Surface Treatment Technology Co., Ltd.: Provozuje velkou linku na práškové nátěry těžkých řetězů s pohonem a volnoběhem. Zaměřuje se na profesionální technologii povrchové úpravy, jednosložkový nátěr dosahuje tloušťky 400 mikrometrů, zajišťuje spolehlivou antikorozní a povětrnostní ochranu, stejně jako řešení pro optimalizaci vzhledu, zlepšuje celý životní cyklus produktových služeb skupiny.
ACE Group je podporována řídícím týmem mladých klíčových zaměstnanců s praxí v oborech materiálového inženýrství, tepelného zpracování, obrábění a povrchové úpravy. Dobře se orientují v mezinárodních a domácích standardech, jsou inovátory a usilují o inovace. Dceřiná společnost ACE Machinery získala certifikaci systému řízení kvality ISO 9001 od TÜV Rheinland, stejně jako certifikace systémů ISO 14001, 45001 a 50001. Je uznávána jako Specializovaný, Přesný, Unikátní a Inovativní Podnik, Národní High-Tech Podnik a má úvěrový rating podniku úrovně 3A.
Spoléhajíc na integrované systémy řízení MES a ERP, integraci informatizace a industrializace, cloudové úložiště dat a usilujíc o vybudování moderního energeticky účinného podniku, skupina udržuje komplexní kontrolní systém. Disponuje měřicími nástroji, zařízeními pro nedestruktivní zkoušení a kvalifikovaným personálem, zavádí přísnou kontrolu od vnitřní kvality materiálů po vzhled a rozměry. Veškeré expedované produkty procházejí 100% kontrolou, následujíce obchodní filozofii usilující o 100% kvalitní expedici a nulové stížnosti zákazníků. Bude zřízena laboratoř standardu CNAS pro poskytování vědecké testovací podpory v kontrole kvality při výrobě a technologickém výzkumu a vývoji, čímž se zvyšuje kvalita produktů a technologické inovace.
V budoucnu ACE Group bude pokračovat ve využívání technických výhod a průmyslových synergií svých dceřiných společností. Prostřednictvím standardizované výroby, specializovaných technologií, integrovaných služeb a přísného systému kontroly kvality se skupina snaží poskytovat efektivní a spolehlivá řešení v oblasti průmyslové výroby pro globální zákazníky, sebevědomě směřujíc k tomu, aby se stala předním komplexním dodavatelem výrobních služeb v oboru.







Wind turbine gearbox forgings are precision-engineered metal components produced through controlled deformation of high-grade alloy steel, designed specifically to transmit and amplify rotational forces within a wind turbine's drivetrain. In simple terms, they are the structural backbone of the gearbox — converting th...
Zobrazit vícePro lodní hnací hřídele, kované hřídele jsou vynikající volbou prakticky v každé náročné aplikaci . Kování vytváří souvislou, vyrovnanou strukturu zrna, která obvykle poskytuje pevnost v tahu o 20 až 40 % vyšší než ekvivalentní lité hřídele ze stejné slitiny, spolu s v...
Zobrazit víceNavrhovaná životnost výkovky převodovky větrných turbín je obvykle 20 let , která je v souladu se standardní provozní životností moderní větrné turbíny. Při optimálním výběru materiálu, kvalitě výroby, řízení mazání a údržbě mohou vysoce výkonné kované součásti – včetně ozubených vě...
Zobrazit více









Převodovky větrných turbín patří mezi nejvíce namáhaná prostředí v sektoru obnovitelné energie. Kované součásti jsou upřednostňovány před litými díly, protože nabízejí vynikající odolnost proti únavě, rázovou houževnatost a stejnoměrnou strukturu zrna, která odolá extrémnímu krouticímu momentu a cyklickému zatížení, jaké se vyskytují u moderních 1MW–15MW turbín.
Většina rotujících dílů a těžkých nosných prvků v převodovce větrné turbíny je kovaná:
Záslepky ozubených kol: Velké disky používané pro planetární ozubená kola, sluneční ozubená kola a prstencová ozubená kola. Ty vyžadují vysokou tvrdost povrchu a houževnatost jádra.
Hlavní hřídele a vstupní/výstupní hřídele: Přenášejí masivní točivý moment z rotoru na vysokorychlostní stupně převodovky.
Bezešvé válcované kroužky: Používají se pro vnější ozubená kola a ložiskové kroužky.
Spojky a příruby: Odolné konektory, které spojují komponenty hnacího ústrojí.
Pro přežití 20 let v pobřežních nebo odlehlých prostředích musí být materiály vysoce čisté legované oceli.
| Stupeň materiálu | Vlastnosti klíče | Typická aplikace |
| 18CrNiMo7-6 | Vysoká prokalitelnost, vynikající únavová pevnost. | Vysokorychlostní soukolí a planetová soukolí. |
| 42CrMo4 / 4140 | Vysoká houževnatost a střední odolnost proti opotřebení. | Hlavní hřídele a vstupní hřídele převodovky. |
| 34CrNiMo6 | Výjimečná hloubka kalení a rázová houževnatost. | Hřídele velkého průměru a kroužky pro velké zatížení. |
| 43B17 | Vysoká pevnost jádra a odolnost proti opotřebení. | Polotovary ozubených kol a spojky s vysokým točivým momentem. |
Výroba výkovku převodovky větrné turbíny se řídí přísným sledem:
Tavení ingotů: Používá EF (elektrická oblouková pec) LF (rafinace) VD (vakuové odplyňování) k zajištění ultračisté oceli s nízkým obsahem síry a fosforu.
Provedení kování:
Otevřené kování pro velké hřídele.
Uzavřené zápustkové kování pro vysoce přesná ozubená kola a spojky.
Ring Rolling pro vysoce pevné kruhové komponenty.
Tepelné zpracování: Kritické kroky jako normalizace, kalení a temperování pro zjemnění struktury zrna. Ozubená kola často podstupují nauhličování (Case Hardening), aby se dosáhlo tvrdého povrchu při zachování tvárného jádra.
Přesné obrábění: CNC hrubovací soustružení a dokončovací broušení pro splnění tolerancí s přesností $\pm 0,001 $ palce.
Větrné převodovky jsou známé tím, že jsou „slabým místem“ životnosti turbíny, takže testování je přísné:
Ultrazvukové testování (UT): Povinné pro detekci vnitřních dutin nebo nekovových vměstků ve středu tlustých výkovků.
Magnetic Particle Inspection (MT): Používá se po obrábění k nalezení povrchových mikrotrhlin.
Ověření toku zrna: Zajištění "čar toku" kovu kopírují geometrii součásti pro maximalizaci pevnosti.
Shoda: Musí splňovat normy jako ISO 61400-4 (Požadavky na konstrukci převodovek větrných turbín) a AGMA 6006.
Otázka: Proč u těchto převodů nepoužít odlévání?
Odpověď: Odlitek často obsahuje drobné póry nebo vady „stažení“. Ve větrné turbíně může jediná závada působit jako zvýšení napětí, což vede k vylomení zubu ozubeného kola pod silnými poryvy větru. Výkovky jsou v podstatě „bez dutin“.
Otázka: Co je největší hrozbou pro tyto kované díly?
A: Micropitting a White Etching Cracks (WEC). Jedná se o problémy s únavou na úrovni povrchu způsobené kombinací kolísavého zatížení a chemických interakcí s mazivy.
Otázka: Jak dlouho trvá výroba vlastní hřídele převodovky?
Odpověď: Vzhledem k požadavkům na čistotu materiálu a cyklům tepelného zpracování se dodací lhůty tradičně pohybují od 20 do 52 týdnů, ačkoli specializovaní „rychlí“ výrobci mohou tuto dobu zkrátit na přibližně 10 týdnů.
