

Novinky z oboru


Novinky z oboru
Co je kování? Pochopení základů kování a výkovků
2026-01-16
Při diskusi o vysoce výkonných kovových součástech používaných v těžkém průmyslu, výrobě energie, stavbě lodí, těžbě a strojírenství dominují rozhovoru dva výrobní procesy: kování a odlévání. Pro firmy, které se spoléhají na odolné, nosné díly s dlouhou životností, chápou rozdíl mezi kování vs. lití přímo ovlivňuje spolehlivost produktu, provozní bezpečnost, náklady na údržbu a celkový úspěch projektu. Tento článek poskytuje kompletní srovnání mezi kováním a odléváním zaměřeným na průmysl se zvláštním důrazem na kování , kovánís a specializované kategorie včetně kování na jednom místě , výkovky pro elektrickou energii , lodní a přístavní strojní výkovky , důlní a hutnické výkovky , výkovky potravinářských a krmivářských strojů , petrochemický průmysl výkovky , svařovací výroba a nestaardní zakázkové výkovky .
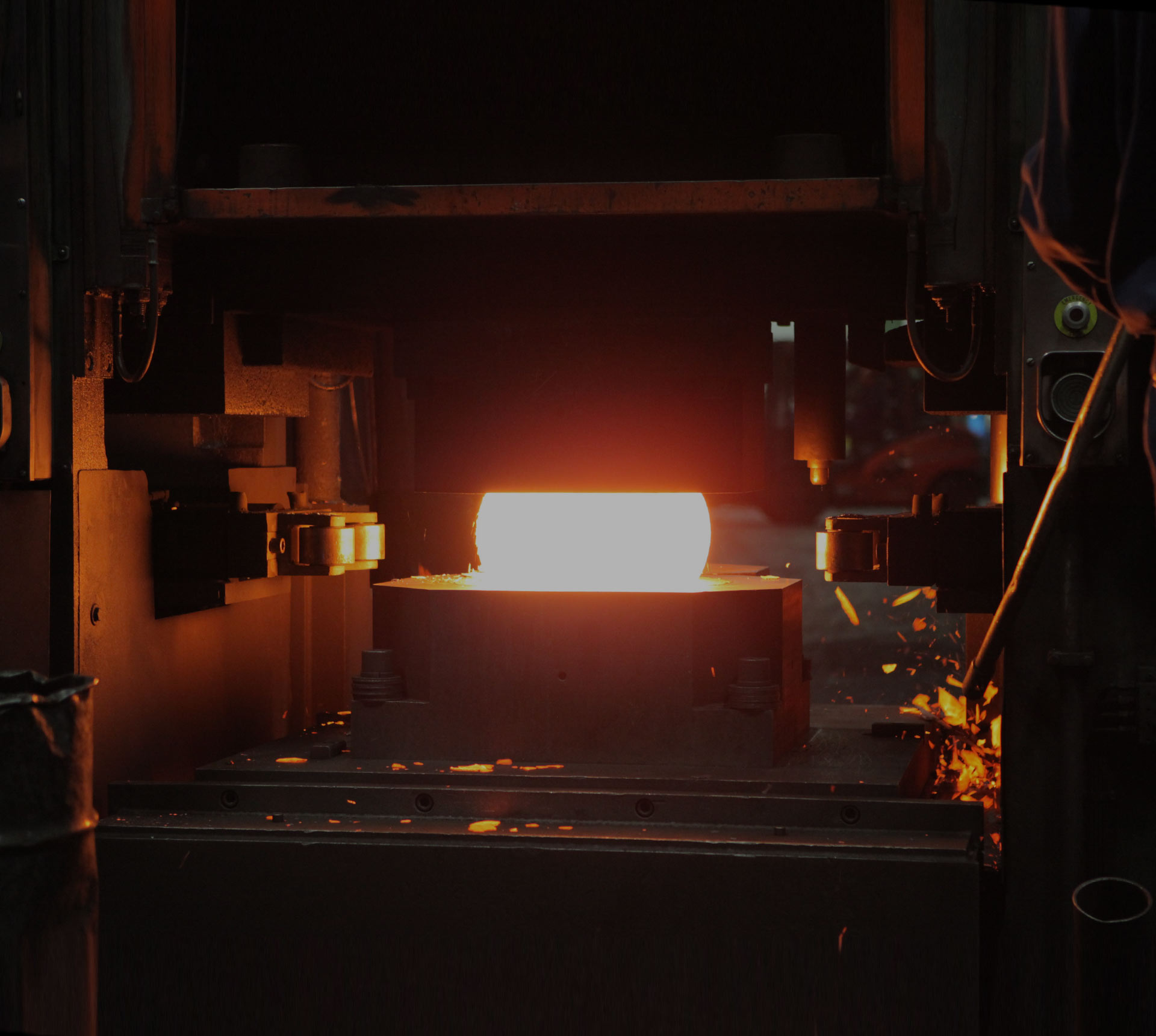
Kování je výrobní proces, při kterém se kov zahřeje do plastického stavu a tvaruje pomocí tlakových sil, jako je kladivo, lisování nebo válcování. Na rozdíl od jiných metod tváření se kování neroztaví ani neodlije kov; stlačuje a přeskupuje vnitřní strukturu zrn, aby vytvořil komponenty známé jako kovánís . Výsledkem je kovový díl s vynikající hustotou, pevností, odolností proti únavě a strukturální integritou. Výkovky jsou široce uznávány jako prémiová volba pro kritické aplikace, kde selhání může vést k odstávce, zranění nebo katastrofickému selhání systému.
Dnešní průmyslová krajina vyžaduje komponenty, které vydrží extrémní tlak, vysoké teploty, velké zatížení, korozi, vibrace a nepřetržitý provoz. To je důvod kování zůstává nenahraditelný v odvětvích, jako je elektrická energie, stavba lodí, těžba, petrochemie, zpracování potravin a zakázkové těžké stroje. Výrobci, kteří se specializují na kování na jednom místě Řešení poskytují komplexní podporu od návrhu a výběru materiálu až po výrobu, tepelné zpracování, obrábění, svařování a finální testování.
Naproti tomu lití zahrnuje roztavení kovu a jeho nalití do dutiny formy, kde se ochladí a ztuhne do požadovaného tvaru. Zatímco odlévání nabízí výhody ve složitosti a nákladech pro určité nekritické součásti, nemůže se vyrovnat mechanickými vlastnostmi a spolehlivostí výkovků. Účelem tohoto článku je objasnit rozdíly mezi nimi v reálném světě kování vs. lití , pomáhají inženýrům a kupujícím činit informovaná rozhodnutí a zdůrazňují jedinečnou hodnotu profesionálních kovářských služeb napříč globálním těžkým průmyslem.
Jak funguje kování: Věda za vysoce pevnými výkovky
Příprava materiálu a ohřev
Proces kování začíná pečlivě vybranými surovinami, typicky legovanou ocelí, uhlíkovou ocelí, nerezovou ocelí, hliníkem, titanem nebo jinými vysoce výkonnými kovy. Tyto materiály jsou voleny na základě mechanických požadavků konečné součásti. Materiál je nařezán na správné sochory a zahříván na přesnou teplotu pro dosažení optimální plasticity bez poškození vnitřní struktury.
Kompresivní tváření a zjemňování struktury zrna
Po zahřátí je kov umístěn do kovacího lisu nebo kladiva, kde jej extrémní tlak přetváří. Tato tlaková síla eliminuje vnitřní dutiny, pórovitost a vměstky, které přirozeně existují v surovém kovu. A co je nejdůležitější, kování vyrovnává tok zrna kovu tak, aby sledoval obrys součásti. Tato spojitá struktura zrna je hlavním důvodem kovánís vykazují mimořádnou pevnost v tahu, houževnatost a odolnost proti nárazu a únavě.
Tepelné zpracování, obrábění a konečná úprava
Po tváření jsou výkovky podrobeny tepelnému zpracování včetně kalení, temperování, normalizace nebo žíhání, aby se dále zvýšila tvrdost, pevnost a stabilita. Mnoho průmyslových výkovků vyžaduje přesné obrábění, vrtání, závitování a montáž. Firmy nabízející kování na jednom místě integrací těchto procesů zkrátíte průběžné doby, zlepšíte konzistenci a snížíte celkové výrobní náklady. Svařovací výroba mohou být také zahrnuty pro složité sestavy, které kombinují více kovaných součástí.
Testování a zajištění kvality
Vysoce poptávaná odvětví jako např výkovky pro elektrickou energii and lodní a přístavní strojní výkovky vyžadují přísnou kontrolu kvality. Ultrazvukové testování, kontrola magnetických částic, testování tvrdosti, chemická analýza a mechanické testování zajišťují, že každý výkovek splňuje mezinárodní standardy. Tato úroveň spolehlivosti není při výrobě odlitků vždy praktická nebo nákladově efektivní.
Co je to casting? Rychlý přehled procesu lití
Lití je jedním z nejstarších procesů tváření kovů. Zahrnuje roztavení kovu na kapalinu, nalití do prefabrikované formy, ponechání vychladnout a ztuhnutí, poté vyjmutí formy, aby se odhalil hotový díl. Odlévání vyniká při výrobě složitých, dutých nebo složitě tvarovaných součástí, které by bylo obtížné nebo nákladné obrábět nebo kovát. Mezi běžné metody lití patří lití do písku, lití pod tlakem, lití na vytavitelné odlévání a lití do stálých forem.
Odlévání je široce používáno v automobilovém průmyslu, spotřebním zboží, dekorativních dílech a nenosných konstrukčních dílech. Protože však kov volně tuhne z kapaliny na pevnou látku, má tendenci vyvíjet vnitřní poréznost, smršťovací dutiny a nepravidelnou strukturu zrn. Tyto vlastnosti snižují celkovou pevnost, únavovou životnost a spolehlivost při velkém namáhání nebo extrémních podmínkách.
Pro aplikace, kde je bezpečnost a odolnost kritické, se odlévání často nahrazuje kování nebo modernizované na vysoce celistvé výkovky. Pochopení toho, kam se každý proces hodí, je nezbytné pro kontrolu nákladů a zajištění výkonu.
Kování vs. Casting: Direct Comparison of Mechanical Properties
Nejvýraznější rozdíl mezi kování vs. lití spočívá v mechanickém výkonu. Níže je podrobné srovnání založené na údajích o testování průmyslových materiálů:
| Majetek | Kování | Casting |
|---|---|---|
| Pevnost v tahu | o 20–30 % vyšší | Nižší, nekonzistentní |
| Odolnost proti únavě | Výborně | Špatné až střední |
| Rázová houževnatost | Superior | Omezené |
| Vnitřní vady | Téměř vyloučeno | Běžná pórovitost |
| Jednotnost struktury | Vysoce uniformní | Variabilní |
Údaje z mnoha laboratoří průmyslových materiálů to potvrzují kovánís trvale překonávají odlévané díly v reálných provozních podmínkách. Komponenty pod dynamickým zatížením, cyklickým namáháním nebo vysokým rázem musí být kované, aby byla zajištěna dlouhodobá spolehlivost.
Proč kování dominuje těžkému průmyslu: Aplikace výkovků
Elektrická energie Energetické výkovky
Výkovky pro elektrickou energii patří mezi technicky nejnáročnější výrobky v kovárenském průmyslu. Zahrnují hřídele turbín, rotory generátorů, tělesa ventilů, příruby, tlakové části a hardware pro systémy tepelné energie, vodní energie, větrné energie a jaderné energie. Tyto komponenty pracují pod extrémním tlakem, teplotou a rotační silou. Jakákoli porucha může mít za následek výpadky napájení, zničení zařízení nebo bezpečnostní rizika. z tohoto důvodu kování je jediný přijatelný způsob výroby.
Lodní A Přístavní Strojní Výkovky
Námořní a přístavní vybavení musí odolávat korozi, slané vodě, silným nárazům a neustálým vibracím. Výkovky pro lodní a přístavní stroje zahrnují části kormidel, vrtulové hřídele, součásti motoru, jeřábové háky, držáky, spojovací části a konstrukční konektory. Námořní průmysl prosazuje přísné normy klasifikační společnosti a pouze vysoce kvalitní kovánís může projít certifikací.
Těžba a hutnictví výkovky
Důlní a metalurgické stroje pracují 24 hodin denně 7 dní v týdnu v abrazivních, vysoce prašných a vysoce zatížených prostředích. Důlní a hutnické výkovky zahrnují části drtičů, hlavy kladiv, ozubené hřídele, spojovací tyče, vložky mlýnů a součásti dopravníků. Tyto díly jsou vystaveny extrémnímu opotřebení a nárazům. Při správné výrobě by lité díly selhaly během týdnů kovánís může fungovat roky.
Potravinářské A Krmivové Stroje Výkovky
Hygiena, trvanlivost a odolnost proti korozi jsou při zpracování potravin zásadní. Výkovky potravinářských a krmivářských strojů zahrnují šneky extruderu, hřídele mixéru, náboje fréz, tlaková pouzdra a součásti pohonu. Nerezové výkovky zajišťují shodu s normami bezpečnosti potravin při zachování mechanické pevnosti při nepřetržitém provozu.
Petrochemický průmysl výkovky
Petrochemický průmysl zahrnuje vysokotlaké, hořlavé materiály a korozivní kapaliny. Výkovky pro petrochemický průmysl zahrnují tělesa ventilů, části čerpadel, tlakové nádoby, příruby a součásti potrubí. Únik nebo porucha může vést k výbuchům, požárům nebo ekologickým katastrofám. z tohoto důvodu kování je povinný v globálních petrochemických standardech.
Nestandardní zakázkové výkovky
Mnoho průmyslových projektů vyžaduje jedinečné, nestandardní komponenty. Nestandardní zakázkové výkovky poskytovat na míru šitá řešení pro specializované stroje, náhradní díly a inovativní konstrukční návrhy. Profesionální výrobci kování podporují vlastní výkresy, materiály a požadavky na výkon.
Výhody řešení kování na jednom místě
Moderní průmysloví kupující stále více preferují kování na jednom místě služby, protože zjednodušují dodavatelské řetězce, zlepšují konzistenci kvality a snižují náklady. Skutečný poskytovatel kování na jednom místě nabízí:
- Zakázkové inženýrství a podpora designu
- Výběr materiálu a certifikace
- Kování za tepla, kování za tepla nebo výroba kování za studena
- Kompletní procesy tepelného zpracování
- Přesné CNC obrábění a soustružení
- Svařovací výroba a montáž
- Nedestruktivní testování a kontrola kvality
- Balení, logistika a poprodejní podpora
Sloučením všech procesů pod jednoho výrobce se klienti vyhnou komunikačním mezerám, zpožděním dodávek a nesrovnalostem v kvalitě způsobeným více subdodavateli. Pro velkoobjemové zakázky a kritické projekty, kování na jednom místě je nejefektivnějším a nejspolehlivějším řešením.
Kdy zvolit kování vs. lití: Praktický průvodce rozhodování
Výběr mezi kování vs. lití závisí na podmínkách zatížení, bezpečnostních požadavcích, prostředí, životnosti, rozpočtu a objemu výroby. Pro rozhodování v reálném světě použijte následující průvodce:
Zvolte Kování, když:
- Součást nese vysoké zatížení, rázy nebo cyklické namáhání
- Bezpečnost a spolehlivost jsou nejvyšší prioritou
- Komponenta pracuje při extrémních teplotách nebo tlaku
- Vyžaduje dlouhou životnost a nenáročnou údržbu
- Průmysl vyžaduje výkovky, jako je energetika, stavba lodí, těžba
Vyberte casting, když:
- Součást má velmi složitou vnitřní nebo vnější geometrii
- Komponenta je nenosná nebo málo namáhaná
- Výrobní náklady musí být minimalizovány u dílů s nízkým výkonem
- Krátká dodací lhůta pro jednoduché, nekritické součásti
Často kladené otázky o kování vs. odlévání
Q1: Jsou výkovky pevnější než lité díly?
A: Ano. Výkovky mají zušlechtěnou, spojitou strukturu zrna a téměř žádnou vnitřní pórovitost. Testy ukazují, že výkovky poskytují O 20–30 % vyšší pevnost v tahu a výrazně lepší odolnost proti únavě a nárazu než odlitky.
Q2: Která průmyslová odvětví se nejvíce spoléhají na výkovky?
Odpověď: Mezi hlavní průmyslová odvětví patří elektrická energie, lodní a přístavní stroje, těžba a hutnictví, potravinářské a krmivářské stroje, petrochemie, letecký průmysl, automobilový průmysl a těžké stroje. Všichni spoléhají na kování pro kritické komponenty.
Q3: Co je to kování na jednom místě?
A: Jednorázové kování je komplexní řešení zahrnující konstrukci, materiál, kování, tepelné zpracování, obrábění, svařovací výroba , testování a dodání. Zjednodušuje zadávání zakázek a zajišťuje konzistenci kvality.
Q4: Můžete vyrábět nestandardní přizpůsobené výkovky?
A: Ano. Profesionální výrobci kování pravidelně vyrábějí nestaardní zakázkové výkovky na základě výkresů zákazníků, specifikací a požadavků na výkon.
Q5: Proč jsou výkovky pro elektrickou energii tak důležité?
A: Výkovky pro elektrickou energii pracovat v prostředí s vysokou teplotou, vysokým tlakem a vysokou rychlostí. Jejich spolehlivost přímo ovlivňuje bezpečnost elektrárny, účinnost a nepřetržitý provoz.
Q6: Je k dispozici svařovací výroba s kovanými součástmi?
A: Ano. Mnoho kovaných sestav vyžaduje svařovací výroba . Poskytovatelé kování na jednom místě do svých služeb často zahrnují svařování, obrábění a montáž.
Q7: Jak dlouho vydrží výkovky ve srovnání s odlitky?
A: V těžkých průmyslových aplikacích, správně vyrobené kovánís obvykle vydrží 3–10krát déle než lité díly, což snižuje náklady na výměnu a prostoje.
Q8: Může kování odpovídat složitosti odlévání?
A: Moderní technologie kování včetně přesných zápustek, CNC obrábění a kování téměř čistého tvaru umožňuje vysoce složité tvary. U kritických součástí výkonová výhoda kování daleko převažuje nad mírnými kompromisy ve složitosti.







Novinky
Napište nám hned teď!
-
Mobilní terminál
-
Rychlé odkazy
Produkty O nás Vybavení a kapacita Kvalita Novinky Kontaktujte nás -
Kategorie produktu
Elektrická energie Energetické výkovky Výkovky pro lodní a přístavní stroje Těžební a hutnické výkovky Výkovky pro potravinářské a krmivářské stroje Petrochemický průmysl výkovky Svařovací výroba POVRCHOVÉ DÍLY NA MÍRU -
Kontaktujte nás
Mob.: +86-173 7218 0878 Tel.: +86-515-8389 0396 E-mail: ivy.zhai@aceprocess.cn Add.: č. 21 Jinfeng Road, ekonomický rozvojový park, Dafeng District, Yancheng City, Jiangsu, Čína
autorská práva © 2025 Yancheng ACE Machinery Co., Ltd. Všechna práva vyhrazena.
Čínský výrobce otevřených zápustkových výkovků
zakázkový dodavatel přesných výkovků
